Progressive Die Stamping is a cutting and forming process that utilizes a “Die” that contains a series of stamping stations to perform simultaneous operations on sheet metal that has been supplied on coiled strip. The final metal work piece is developed as the strip of metal is processed through the stamping die. This transformation is performed incrementally, or progressively, by a series of stations that cut and form the material into the desired shape. A Progressive Stamping Die (“Die”) is a metalworking device that is designed and built to convert a flat strip of metal raw material into completed parts which conform to print specifications.
The Die is placed into a stamping press. As the stamping press moves up, the die opens. As the stamping press moves down, the die closes. The metal moves through the die while the die is open, being fed into the die a precise amount with each stroke of the press. The stamping die can modify the raw material in several ways, such as cutting, bending, coining, shaving, burnishing, extruding, lancing, embossing and drawing. When the die closes, the die performs its work on the metal and one or more finished parts are ejected from the die. The finished parts may either be separate (discrete) or connected to a carrier strip and supplied on disposable or returnable reels.
The linear travel of the strip stock at each press stroke is called the “feed progression” or “pitch” and is equal to the distance between stations.
The unwanted parts of the strip are cut out as it advances through the die and one or more ribbons or tabs (carrier strips) are left connected to each partially completed part to carry it through the remaining stations of the die.
In a progressive die, the part remains connected to the stock strip which is fed through the die with automatic feeds and positioned by pilots with speed and accuracy. Since additional work is done in each “station” of the die, it is important that the strip be advanced very precisely so that it aligns within thousandths of an inch as it moves from station to station. Bullet shaped or conical “pilots” enter previously pierced round holes in the strip to assure this alignment since the feeding mechanism usually cannot provide the necessary precision in feed length.
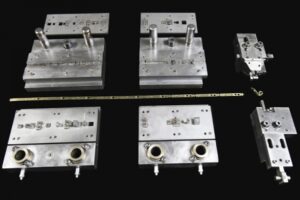
The components of the die that perform operations on the material are unique for every part. These components are located and guided in precision cut openings in plates which are in turn located and guided by pins.
The entire die is actuated by a mechanical press that moves the die up and down. A press feeding mechanism is also responsible for feeding the material through the die, progressing it from one station to the next with each stroke.
The benefits of utilizing the progressive die stamping process characteristically include:
High press tonnage
- The ability to utilize of multiple cutting and/or forming operations simultaneously
- Excellent suitability to produce components at a rapid rate
- The ability to produce two or more parts per press stroke
- Quick set-up
- Ability to maintain control of part location throughout stamping process
- The capability to maintain consistently close tolerances